


2020 Volume 3 Issue 2
|
|
INEOS OPEN, 2020, 3 (2), 75–79 Journal of Nesmeyanov Institute of Organoelement Compounds Download PDF
|
|

Effect of Temperature on Deformation Behavior and Fracture of
the Composites Based on Polyethylene
a Nesmeyanov Institute of Organoelement Compounds, Russian Academy of Sciences, ul. Vavilova 28, Moscow, 119991 Russia
b Chemistry Department, Lomonosov Moscow State University, Leninskie Gory 1-3, Moscow, 119991 Russia
Corresponding author: O. A. Serenko, e-mail: o_serenko@ineos.ac.ru
Received 6 March 2020; accepted 23 May 2020
Abstract

Exploring dispersion-filled composites based on polyethylene, it is established that the experiment temperature predetermines the shapes of defects that arise during composite tension. As the temperature rises, a transition from cracks to rhomboid and innocuous slit-like pores is observed. The latter, in turn, are formed due to high neck draw ratios of the matrix polymer. The high neck draw ratios, which are achieved owing to the polymer creep, contribute to the maintenance of the composite plastic properties.
Key words: filled polymer, brittle-to-ductile transition, stress–strain properties.
Introduction
Modern equipment requires the creation of multifunctional, and in the future, even hyperfunctional materials, which can be developed only as multicomponent systems. One of the ways of addressing this challenge is based on the use of different fillers in polymer compositions. A broad spectrum of fillers and a possibility of combining the particles having different natures, shapes, and sizes enable directed modification of the operational characteristics of polymer composites, with mechanical properties of the composite materials being determining irrespective of their functional assignment [1–8].
Traditionally, a basis for optimizing the properties of composite polymeric materials of the so-called large-scale production was an empirical search for the best combination of properties of the initial components and phase morphology of the final product [5–9]. However, modern materials science of polymers requires more detailed information on the factors that determine the operational properties of the composites and the mechanisms that are responsible for their deformation behavior in a wide range of strains up to the ultimate values.
The goal of the present work was to study the mechanical properties of the composites based on polyethylene and determine the effect of temperature on their deformation behavior and fracture.
Results and discussion
Figure 1 shows the stress–strain curves of unfilled HDPE at different temperatures. The character of polymer deformation does not depend on the test temperature. Both at
|
a |
b |
|
c |
|



Figure 1. Stress–strain curves of initial HDPE (a) and the composites on its base bearing 3 (b) and 10 (c) vol % of the filler.
The test temperatures were as follows: 20 (1), 30 (2), 50 (3), 70 (4), and 90 (5) °C.
Table 1 lists the mechanical properties of HDPE at different temperatures. The upper yield stress σy and the tensile strength σm and height of a yield peak (σy–σm) of HDPE reduce with a temperature rise (Т). The relative elongation at break of the polymer firstly increases, and then, at Т >
Table 1. HDPE properties at different temperaturesa
|
Temperature, °C |
σy, MPa |
σm, MPa |
(σy–σm), MPa |
ε, % |
|
20 |
28 ± 2 |
17 ± 2 |
9 |
500 ± 200 |
|
50 |
16 ± 2 |
9 ± 1 |
7 |
730 ± 100 |
|
70 |
11 ± 2 |
7 ± 1 |
4 |
570 ± 50 |
|
90 |
7 ± 2 |
4 ± 1 |
3 |
250 ± 30 |
| a σy yield stress, σm tensile strength, (σy–σm) height of the yield peak, ε fracture strain. |
Figure 2 shows the dependences of the neck draw ratio of HDPE λd on the tensile strain at different temperatures. Of note are unusually high values of λd. Moreover, the value of λd of the polymer is not constant and increases with neck propagation. At T >
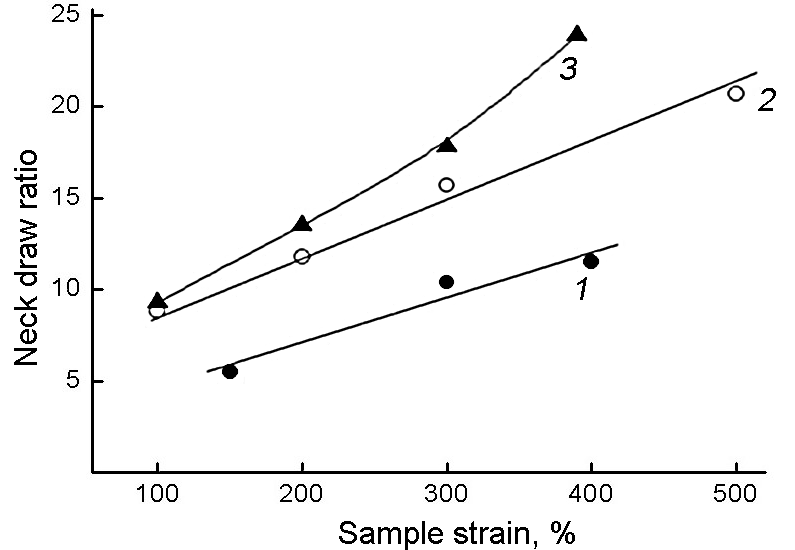
Figure 2. Dependence of the neck draw ratio of HDPE on the sample strain at 20 (1), 50 (2), and 70 (3) °C.
The introduction of fillers and elevated test temperatures can change the deformation behavior of the composites based on HDPE. A detailed analysis of the effect of temperature on the deformation character of the filled systems was carried out using the examples of specimens bearing 3 and 10 vol % of glass spheres. Figure 1b demonstrates the stress–strain curves of HDPE bearing 3 vol % of the filler. At to changes in the character of material tension.
Figure 3a shows a surface micrograph of the sample of HDPE bearing 3 vol % of glass spheres in the region of the forming neck, which was fractured at
|
a |
b |
c |
d |
e |





Figure 3. Micrographs of the broken samples of the HDPE composites bearing 3 (a, b) and 10 (c, d, e) vol % of the filler.
The test temperatures were as follows: 20 (a, c), 30 (b, d), and 50 (e) °С.
The changes in the form of the defects that arise during the tension of the samples also predetermine the character of deformation and break of the HDPE composite bearing 10 vol % of the filler. Figure 1c shows the stress–strain curves of this composite. At 20 °С, the samples undergo brittle fracture, prior to reaching the yield stress. At 30 and 50 °С, the fracture occurs via the formation of a neck. Upon a further increase of the test temperature, filled HDPE deforms with the formation of a neck and fractures during its growth.
Figure 3 shows the micrographs of the fracture surfaces of the HDPE composite bearing 10 vol % of the filler. A brittle fracture at 20 °С is caused by the appearance of cross-sectional microsplits (Fig. 3с). Due to the break at low strains, the formation of pores on the sample surface is not observed. An increase in the temperature to 30 °С facilitates the variation of the resulting critical defects. The tension gives rise to rhomboid pores in the material (Fig. 3d). A further temperature increase leads to the next transformation of pores into innocuous split-like defects (Fig. 3e).
Hence, an increase in the test temperature suppresses the formation of innocuous defects in the composites of HDPE and glass spheres. This accounts for a change of the mechanism of composite fracture from brittle to ductile.
Figure 4 demonstrates the temperature dependences of the relative elongation at break for HDPE bearing different amounts of the filler. An increase in the filling degree facilitates a reduction in the deformability of the composite samples. The curves corresponding to HDPE with the concentration of glass spheres below 10 vol % show the maxima at Т = 50 °С, which presence is stipulated by the propensity of the matrix polymer for high-temperature embrittlement. At the filler content of 10 vol %, the break strain of the composite monotonously increases with a test temperature rise.

Figure 4. Temperature dependence of the relative elongation at break of the composites based on HDPE and glass spheres.
The filler contents were as follows: 3 (1), 5.5 (2), and 10 (3) vol %.
Figure 5 shows the dependences of strength characteristics of the materials (yield stress and tensile strength) on the content of glass spheres. An increase in the filler content in the polymer composition does not affect these characteristics of the material, while a temperature rise leads to their reduction.
|
a |
b |


Figure 5. Dependences of the yield stress (a) and tensile strength (b) of the composites based on HDPE on the content of glass spheres.
The test temperatures were as follows: 20 (1), 30 (2), 50 (3), 70 (4), and 90 °С (5).
It can be concluded that the content of the filler and the test temperature predetermine the shape of defects resulting in the composites during uniaxial tension and the character of material fracture (brittle or ductile). As a temperature increases, the defects transform from critical into innocuous, and the composite undergoes a brittle-to-ductile transition without changes in its composition.
It is obvious that the formation of rhomboid pores during the tension of materials based on a thermoplastic polymer is dictated by particle sizes of the filler in use. Earlier it was shown [11] that the shape of pores that are formed due to debonding of particles from a matrix during composite tension depends on the particle sizes. The critical particle size Dcr that leads to the appearance of innocuous pores is individual for each polymer and is defined by its fracture viscosity. At the low particle contents (Vf < 5 vol %), an oval-shaped pore formed in the sample neck transforms into a rhomboid one when its expansion reaches the value being equal to the critical expansion of a split (δcr) in the matrix polymer: Dcr = δcr(λd–1). For the HDPE grade under consideration, the critical split expansion at 20 °С composes
The formation of cross-sectional cracks in the composite based on a polymer with the low deformation strength (i.e., the polymer that decomposes during neck propagation) with particle content Vf > 3 vol % is caused by the interaction of stress fields, which arise between closely located spheres and pores [13]. The maximum stresses are concentrated in the equatorial regions of the decomposed pores. During the tension of the composite, the stress is achieved in fine polymer layers, which is required for the plastic flow of the matrix polymer [14]. The material deformation is concentrated just in these layers. As a result, there are formed a variety of micronecks, which decompose upon further application of the tensile load. Consequently, in these zones the plastic flow of the matrix layers and their rupture lead, on the one hand, to a stress drop and, on the other hand, to an increase in the defect cross-sectional size. The crack changes the direction of its growth from longitudinal to cross-sectional relative to the sample tension axis.
The plastic behavior of the HDPE composite bearing 3 vol % of the filler at elevated temperatures evidences that the matrix polymer, which is broken during neck propagation, is not highly sensitive to defects any more. Presumably, the retention of the neck in this filled polymer is caused by a combination of two factors. The first factor is a reduction in the height of a yield drop of the matrix polymer (Table 1). It leads to a reduction in the level of overstresses in the transient zone from the elastically deformed region to the neck. This factor reduces the probability of the generation of the main crack in the vicinity of the filler particles. The second factor is an increase in the neck draw ratio upon a temperature rise and its creep, which facilitate the formation of an oriented structure in the neck, hampering the cross-sectional growth of the resulting pores (in other words, the formation of innocuous defects) and rapid fracture of the material. Thus, we have shown earlier [12] that in the plastic zone which is formed at the top of the applied split in HDPE, the highly oriented polymer hampers the cross-sectional development of the crack and changes the direction of its growth.
Experimental
We used high-density polyethylene (HDPE) of 277-73 grade (OAO Kazan orgsintez). Hollow dressed glass spheres of OOO Vibrotekhtsentr production (Moscow) were used as a disperse filler. The particle sizes ranged from 20 to 90 μM, the wall thickness was 2 μM, and the density was 170 kg/m3.
The polymer and the filler were blended in a Brabender microblender at 170°. The rotation rate of rotors was 90 rev/min, the experiment duration was 10 min. The contents of glass spheres were as follows: 3, 5.5, and 10 vol %. The resulting blends were processed by hot pressing at 160 °С and 10 MPa to give the plates with the thicknesses of
From the plates we cut specimens in the form of double-sided blades with the working part dimensions of 20 ×
The neck draw ratio of the polymer was defined as a ratio of the initial cross-section area to that of the neck of the sample extended to a certain strain.
The surfaces of the fractured samples were studied using a Hitachi S-502 scanning electron microscope.
Conclusions
To summarize the results presented, we showed that the test temperature predetermines the shape of defects that are formed during tension of the composites based on HDPE and glass spheres. As it increases, a transition from cracks to rhomboid pores and innocuous slit-like defects is observed. The latter, in turn, are formed due to high neck draw ratios of the matrix polymer. The high neck draw ratios (λd = 24), which are achieved owing to the polymer creep, contribute to the maintenance of the composite plastic properties.
A good agreement between the experimental results obtained upon investigation of the filled polymer with the results of studies on the behavior of the applied crack in the same polymer suggests that the latter method can be used to predict the deformation behavior of a composite and the character of its fracture at the filler content above 10 vol %.
Acknowledgements
This work was supported by the Ministry of Science and Higher Education of the
References
- Q. Zhang, Y. Li, H. Cai, X. Lin, W. Yi, J. Zhang, Results Phys., 2019, 12, 1542–1546. DOI: 10.1016/j.rinp.2018.09.054
- P. I. Pontón, K. Yamada, M. V. Guamán, M. B. Johnson, M. A. White, O. Pandoli, A. M. L. M. Costa, B. A. Marinkovic, Mater. Today Commun., 2019, 18, 124–135. DOI: 10.1016/j.mtcomm.2018.11.014
- B. Peng, Y. Jiang, A. Zhu, Polym. Test., 2019, 74, 72–76. DOI: 10.1016/j.polymertesting.2018.12.018
- X. Wang, R. Song, Y. Chen, Y. Zhao, K. Zhu, X. Yuan, Compos. Sci. Technol., 2018, 164, 103–109. DOI: 10.1016/j.compscitech.2018.05.036
- M. N. Khalaf, J. Saudi Chem. Soc., 2015, 19, 88–91. DOI: 10.1016/j.jscs.2011.12.024
- Polymer Composite Materials: Structures, Properties, and Technology, A. A. Berlin (Ed.), Professiya, St. Petersburg, 2008 [in Russian].
- L. Nilsen, Mechanical Properties of Polymers and Polymer Compositions, Marcel Dekker, New York, 1974.
- S. L. Bazhenov, A. A. Berlin, A. A. Kul'kov, V. G. Oshmyan, Polymer Composite Materials. Strength and Technology, Izd. Dom Intellekt, Dolgoprudny, 2010 [in Russian].
- M. Hussein, Results Phys., 2018, 9, 511–517. DOI: 10.1016/j.rinp.2018.02.043
- E. L. Akopyan, T. V. Nechai, S. L. Bazhenov, Polymer Sci., Ser. B, 2003, 45, 53–58.
- O. A. Serenko, S. L. Bazhenov, I. N. Nasrullaev, A. A. Berlin, Polymer Sci., Ser. A, 2005, 47, 49–56.
- O. A. Serenko, I. V. Tyun'kin, A. V. Efimov, S. L. Bazhenov, Polymer Sci., Ser. A, 2007, 49, 690–696. DOI: 10.1134/S0965545X07060090
- V. Z. Parton, Decomposition Mechanics. From Theory to Practice, URSS, Moscow, 2007 [in Russian].
- J. Lu, G.-X. Wei, H.-J. Sue, J. Chu, J. Appl. Polym. Sci., 2000, 76, 311–319. DOI: 10.1002/(SICI)1097-4628(20000418)76:3<311::AID-APP6>3.0.CO;2-3